 Deutsch
Deutsch
Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-03-26 Herkunft:Powered
Da die Leistungsdichten in der modernen Elektronik über die physikalischen Grenzen der Zwangsluftkühlung hinausgehen, müssen Ingenieure auf flüssigkeitsbasierte Architekturen umsteigen, um die Systemzuverlässigkeit aufrechtzuerhalten. Unabhängig davon, ob Sie eine direkte Flüssigkeitskühlung (DLC) für ein Server-Rack entwerfen oder die thermische Stabilität des Batteriepakets eines Elektrofahrzeugs sicherstellen, ist die Auswahl der richtigen Innengeometrie für Ihre Kühlplatte die wichtigste Designentscheidung, die Sie treffen werden.
Basierend auf über 10 Jahren Erfahrung in Forschung und Entwicklung als führender Hersteller von Kühlplatten für Flüssigkeiten erläutert dieser Leitfaden die Technik hinter den Strömungskanaltypen von Kühlplatten . Wir werden untersuchen, wie bestimmte Herstellungsprozesse die thermische Leistung beeinflussen, Fallstudien zu Hochleistungsanwendungen analysieren und einen Rahmen bereitstellen, der Ihnen bei der Auswahl der effizientesten Kühlarchitektur für Ihr System hilft.
Herkömmliche Luftkühlung und solide Metallleitung stoßen schließlich an eine thermische Wand. Bei extremen Wärmeflüssen bietet die Fluiddynamik einen weitaus besseren Wärmeübertragungskoeffizienten.
Empirische Daten zeigen, dass die Effizienz der Flüssigkeitskühlung etwa vier bis fünf Mal höher ist als bei herkömmlicher Luftkühlung oder fester Wärmeleitung. Dieser enorme Leistungssprung ermöglicht die schnelle Aufnahme und Migration von Wärmelasten hoher Dichte. In der Leistungselektronik entwickeln wir beispielsweise routinemäßig maßgeschneiderte Kühllösungen, die speziell zur Stabilisierung der Sperrschichttemperaturen für 400-W- und 900-W-Hochleistungs-IGBT-Module entwickelt wurden – Lasten, die unter standardmäßigen luftgekühlten Kühlkörpern sofort drosseln würden.
Durch den Übergang von sperrigen Aluminium-Strangpressprofilen zu schlanken Flüssigkeitskühlplatten (oder ggf. fortschrittlichen Phasenwechsel-Kühllösungen ) können Ingenieure den gesamten volumetrischen Platzbedarf ihrer Kühlsysteme erheblich reduzieren und gleichzeitig die akustischen Geräusche senken und die Lebensdauer der Hardware verbessern.
Der interne Strömungskanal ist das Herzstück der Kühlplatte. Die Art und Weise, wie diese Kanäle hergestellt werden, bestimmt den Druckabfall, die Strömungsgeschwindigkeit und den gesamten Wärmewiderstand des Kühlmittels. Basierend auf unserer jahrzehntelangen Fertigungserfahrung sind hier die vier gängigen Herstellungsprozesse für Kühlplatten aufgeführt, die Sie verstehen müssen, um eine fundierte Beschaffungsentscheidung treffen zu können:
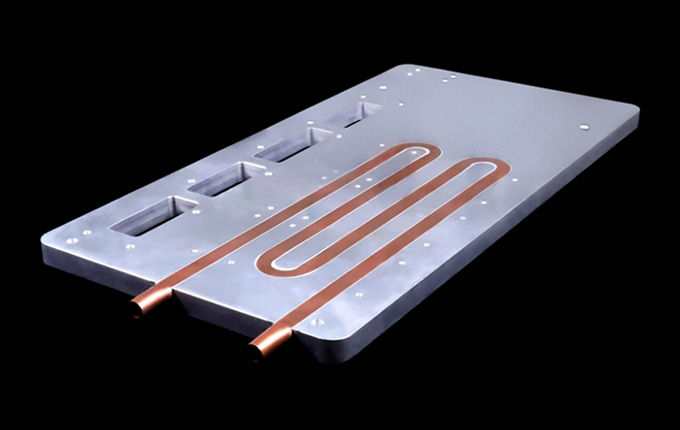
Rohrflüssigkeitskühlplatte (eingebettetes Rohr): Dies ist das einfachste und kostengünstigste Strömungskanaldesign. Wir nutzen Präzisions-CNC-Fräsen, um Nuten in eine Aluminium-Grundplatte zu schneiden, Kupfer- oder Edelstahlrohre einzubetten und sie mit hochleitfähigem thermischen Epoxidharz oder Schweißen zu befestigen. Es ist äußerst zuverlässig und eignet sich hervorragend für die einfache Flüssigkeitsführung.
Tieflochbearbeitung (Tieflochbohren): Durch das Bohren einer Reihe von sich kreuzenden Querlöchern in einen massiven Aluminiumblock und das präzise Verschließen bestimmter Eintrittspunkte schaffen wir einen kontinuierlichen internen Kühlkreislauf. Da zum Bilden der Kanäle keine lokale Erwärmung (wie Schweißen) verwendet wird, führt diese Methode zu keiner thermischen Belastung des Metalls, wodurch es unglaublich einfach ist, eine hohe Oberflächenebenheit zu erreichen und aufrechtzuerhalten.
Reibrührschweißen (FSW): FSW nutzt fortschrittliche Extrusion und einen Festkörperverbindungsprozess (Reibung), um die Kühlplatte abzudichten. Diese Technologie bietet eine außergewöhnlich starke strukturelle Steifigkeit, eine äußerst sichere, auslaufsichere Abdichtung und eine hervorragende Oberflächenebenheit. Es wird weithin für großflächige Kühlplatten verwendet, wie sie beispielsweise in Batteriepaketen von Elektrofahrzeugen verwendet werden.
Vakuumlöten: Dieser fortschrittliche Prozess findet in einem sauerstofffreien Vakuumofen statt und ermöglicht die nahtlose Verbindung unterschiedlicher Metalle (wie Aluminium, Kupfer und Edelstahl). Vakuumlöten ist die ultimative Wahl für die Herstellung extrem komplexer, hochdichter und hocheffizienter 3D-Strömungskanalbaugruppen, bei denen maximale Wärmeübertragung auf minimalem Platzbedarf erforderlich ist.
Herstellungsprozess | Kanalkomplexität | Werkzeugkosten | Primärer technischer Vorteil | Ideale Anwendungsszenarien |
Eingebettetes Rohr | Niedrig | Niedrig | Kostengünstig, einfaches Design, schnelle Prototypenerstellung. | Allgemeine Industrieelektronik, Laser mit geringer Leistung. |
Tieflochbearbeitung | Niedrig bis mittel | Niedrig-Mittel | Keine thermische Belastung, ausgezeichnete Ebenheit der Basis. | Formenkühlung, schwere Industriewerkzeuge. |
Reibung Schweißschweißen | Medium | Mittelhoch | Hohe Struktursteifigkeit, hervorragende Abdichtung für große Flächen. | Batterieplatten für Elektrofahrzeuge, Energiespeichersysteme. |
Vakuumlöckchen | Sehr hoch | Hoch | Unterstützt komplexe Mikrokanäle für maximale Effizienz. | Rechenzentren mit hoher Dichte, Luft- und Raumfahrt, moderne Medizin. |
Die Nachfrage nach Flüssigkeitskühlung wird maßgeblich von zwei schnell wachsenden Sektoren getrieben: Elektromobilität und Cloud Computing. Die thermischen Parameter dieser Branchen sind sehr unterschiedlich, dennoch erfordern beide eine absolute Ausfallquote von Null.
Cloud Computing und Server:
Da die Arbeitsbelastung durch KI und maschinelles Lernen immer größer wird, stellen Rechenzentren auf Direct Liquid Cooling (DLC) um. Wir entwickeln Kühlplattensysteme speziell für Server mit hoher Dichte und zielen auf CPUs und GPUs mit hoher Leistung ab. Durch die Implementierung eines optimierten Wärmemanagements für Elektrofahrzeuge und Rechenzentren können Betreiber die Rechendichte pro Rack drastisch verbessern und gleichzeitig die durch thermische Drosselung verursachte Netzwerklatenz reduzieren.
Elektromobilität (eMobility):
Der Automobilsektor benötigt Kühlsysteme, die nicht nur thermisch effizient, sondern auch äußerst robust gegenüber Vibrationen und mechanischen Stößen sind. Unser Ingenieursteam entwickelt leichte, hochfeste Flüssigkeitskühlsysteme für Kühlplatten für Batteriepakete von Elektrofahrzeugen (EV) , Stromumwandlungsgeräte, Wechselrichter und Bordtelematiksysteme mit geringem Stromverbrauch. FSW (Friction Stir Welding) wird hier in großem Umfang eingesetzt, um sicherzustellen, dass großformatige Platten auch nach jahrelangen Straßenvibrationen strukturell stabil und völlig leckagefrei bleiben.
Über die Automobil- und IT-Branche hinaus ist die Flüssigkeitskühlung das Rückgrat kritischer industrieller und lebensrettender medizinischer Infrastruktur.
Industrielle Leistungselektronik: Geräte mit hoher Leistungsdichte können sich keine Ausfallzeiten leisten. Wir entwickeln gezielte Kühllösungen für Industrieumgebungen, einschließlich IGBT-Flüssigkeitskühlplatten (400 W bis 900 W+) , Kühlung von Halbleitertestgeräten und Wärmemanagement großer Energiespeicherbatterien.
Medizinische Geräte: Medizinische Bildgebungs- und Lasersysteme erfordern eine präzise, hochstabile Temperaturregelung, um genau zu funktionieren. Wir bieten hochzuverlässige Kühlarchitekturen für CT-Scanner, MRT-Geräte, UV- und Laserkühlsysteme sowie spezielle Ultraschall-Wärmegeräte. Bei diesen Anwendungen werden häufig vakuumgelötete Kühlplatten eingesetzt, um komplexe Strömungswege in eng begrenzten Maschinengehäusen zu bewältigen.
Eine Kühlplatte ist nur so gut wie ihre Abdichtung und ihre Oberflächenschnittstelle. Selbst der effizienteste Innenkanal versagt, wenn Kühlmittel ausläuft oder die Montagefläche uneben und korrosionsanfällig ist.
Bei Kingka führen wir eine umfassende Qualitätskontrolle durch . Wir sind ein nach ISO 9001 zertifizierter Hersteller und absolut jede Flüssigkeitskühlungskomponente wird einer 100-prozentigen Dichtheits- und Druckprüfung unterzogen , bevor sie unser Werk verlässt. Dies gewährleistet absolute Zuverlässigkeit auch unter komplexen Arbeitsbedingungen mit hohem Druck.
Darüber hinaus unterstützen wir eine breite Palette präziser Oberflächenbehandlungen, um die Kühlplatte vor Umwelteinflüssen und galvanischer Korrosion zu schützen, darunter:
Standard- und Farbeloxierung
Hartanodisieren (für extreme Verschleißfestigkeit)
Sandstrahlen und Polieren (für eine optimale thermische Schnittstellenanpassung)
Vernickelung
Pulverbeschichtung und elektrophoretische Abscheidung (E-Beschichtung)
Bei der Entwicklung eines leistungsstarken elektronischen Systems ist die Agilität der Lieferkette ebenso entscheidend wie die thermodynamische Leistung. Durch die Partnerschaft mit einem Hersteller, der ein CAD-Modell schnell in einen physischen Prototyp umwandeln kann, bleibt Ihr F&E-Zeitplan auf Kurs.
Unsere Lieferzeiten:
Schnelle Prototypenerstellung: Die Vorlaufzeit für kundenspezifische Muster beträgt in der Regel nur 15 Tage.
Massenproduktion: Großserienproduktionen zeichnen sich durch einen zuverlässigen Lieferzyklus von 25–30 Tagen aus.
Lassen Sie nicht zu, dass thermische Engpässe die Leistungsgrenzen Ihres Systems bestimmen. Ganz gleich, ob Sie ein einfaches eingebettetes Rohrdesign für ein Industrielaufwerk oder eine hochkomplexe vakuumgelötete Platte für ein AI-Server-Rack benötigen, unser Technikteam steht Ihnen gerne zur Seite.
Kontaktieren Sie uns noch heute, um Ihre CAD-Dateien zu überprüfen, die Optimierung des Strömungskanals zu besprechen und einen schnellen Prototyp anzufordern.
1. Warum ist Flüssigkeitskühlung besser als Luftkühlung?
Flüssige Kühlmittel (wie Wasser oder Wasser-Glykol-Gemische) haben eine viel höhere spezifische Wärmekapazität und Wärmeleitfähigkeit als Luft. Daten zeigen, dass die Flüssigkeitskühlung etwa vier- bis fünfmal effizienter bei der Wärmeübertragung ist, was sie für leistungsdichte Komponenten wie 900-W-IGBTs oder moderne Rechenzentrums-GPUs obligatorisch macht.
2. Was ist Friction Stir Welding (FSW) und warum wird es für kalte Platten verwendet?
FSW ist ein Festkörperschweißverfahren, bei dem Metalle durch Reibung miteinander verbunden werden, ohne sie zu schmelzen. Es eignet sich ideal für Kühlplatten, da es eine unglaublich starke, auslaufsichere Abdichtung mit ausgezeichneter struktureller Steifigkeit und Ebenheit der Basis schafft und sich somit perfekt für große Kühlplatten für Elektrofahrzeugbatterien eignet.
3. Wann sollte ich Vakuumlöten einem eingebetteten Rohrdesign vorziehen?
Wählen Sie Vakuumlöten, wenn Sie unter starken Platzbeschränkungen leiden, aber eine maximale Wärmeübertragung benötigen. Es ermöglicht hochkomplexe 3D-Mikrokanäle, die mit Standard-CNC nicht zu bearbeiten sind. Wenn das Budget im Vordergrund steht und die Wärmebelastung moderat ist, ist Embedded Tube die kostengünstigere Wahl.
4. Wie prüft man Flüssigkeitskühlplatten auf Lecks?
Wir führen bei jeder Einheit vor dem Versand ein strenges Protokoll zur 100-prozentigen Dichtheits- und Druckprüfung durch. Dabei handelt es sich in der Regel um pneumatische (Luft-unter-Wasser) oder Helium-Lecktests, um die absolute Integrität unter dem vom Kunden angegebenen Betriebsdruck sicherzustellen.
5. Können Sie Kühlplatten für unterschiedliche Metalle herstellen?
Ja. Mit unserem Vakuumlötverfahren können wir unterschiedliche Metalle erfolgreich in einer sauerstofffreien Umgebung verbinden, beispielsweise durch die Integration von Kupferkomponenten mit einer Aluminium- oder Edelstahlbasis zur gezielten Wärmeverteilung.



